2003-10-10記
2003-10-10追記
2003-10-17追記
に「1.5mm辺りが限界」と記述がある
当方のは、根性が無く5ミリ径のエンドミルで
0.25ミリの切り込みを越えるとビビって
刃物の寿命が無くなっていた
主軸のガタが原因と解ってきていましたが
何処をどの様にと言うところを
今回見てみました
フライス盤1号主軸ガタ修正
2003-10-10記
2003-10-10追記
2003-10-17追記
![]() のminiフライス改良のコラム補強パートⅡ
のminiフライス改良のコラム補強パートⅡ
に「1.5mm辺りが限界」と記述がある
当方のは、根性が無く5ミリ径のエンドミルで
0.25ミリの切り込みを越えるとビビって
刃物の寿命が無くなっていた
主軸のガタが原因と解ってきていましたが
何処をどの様にと言うところを
今回見てみました
 |
主軸テーパー側のカバー 4本のビスで止まっていました |
 |
プーリー側 此方はプーラー等が こんなにでかいのが 無いので外せなかった プーリーを持って 動かしてもビクともしません こちら側のガタでは無さそう |
 |
テーパー側のカバーを 外して、グリースを 取り除きました そして、テーパーゲージを 差し込み、ゲージの取っ手を持ち がたがた動かすと 少しコトコト音がします 回転させると、ベアリングの 外周のケースも回転しています ベアリングになっていない 対策 ベアリングの外周のケースを 固定する 方法 ここに入るような銅製の 平ワッシャを3枚程入れた 締め付け方 ケースを止めるビスを4本とも がっちり止めようとすると 主軸が回らなくなります 少し弛め、然しガタが無く |
 |
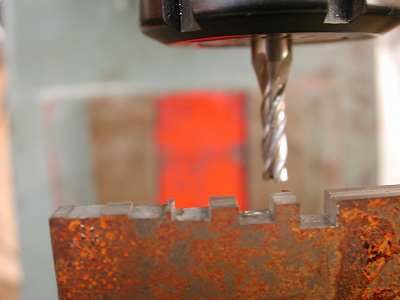
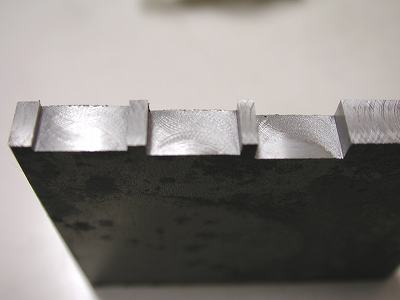
8ミリ程の板圧の鉄の板の 端面を切削 エンドミル5ミリ径4枚歯 HSS-Co |
 |
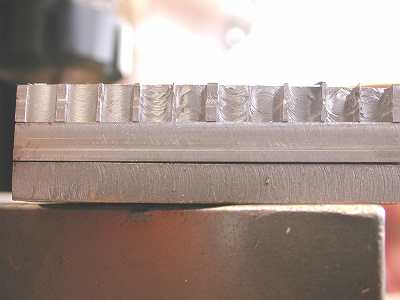
切り込み量 左から 0.25ミリ 0.75ミリ 1.5ミリ 2.5ミリ 3.75ミリ 0.25+0.25+0.5+0.75+1.0+1.25 此に1.5ミリ加算したら 凄くビビリが出ました |
 |
主軸回転は インバータ40Hz プーリー3弾切り替えの 一番遅い位置 |
| 2003-10-10追記 | |
 |
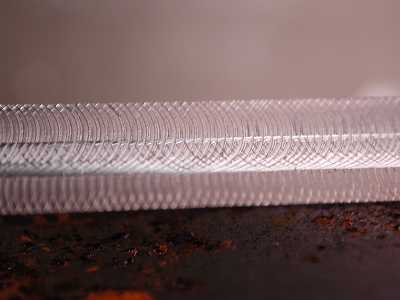
切削テスト 3枚重ねています 一番下がラフィング20ミリ 4枚歯・・ネットミル 触った感触は少しざらつく 真ん中が5ミリの4枚歯 触った感触はツルツル 一番上が 5ミリのエンドミルで 切り込み量テスト |
 |
5ミリのエンドミルで 切り込み量テスト 左から 0.25 0.5 0.75 1.0 1.25 1.5 1.75 2.0 です。 |
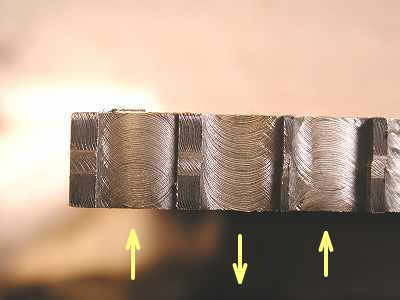 |
切り込み方向は 矢印のように交互に |
 |
切り込みが深くなる程 溝が蛇行しているよう に見える 均一の送り速度でゆっくりと 切削しないと綺麗にならない 当たり前だと思うが |
 |
エンドミルの先端が凄く動いて この様ながたがたがに 成るのでしょうか |
 |
私が触った限りでは 写真のようなざらつきは 解らない ツルツルに感じる 特急技能士になれないなぁ |
 |
5ミリのエンドミル加工時の 主軸回転数 913 R/min 小野測器 デジタル タコメーター HT-5100 |
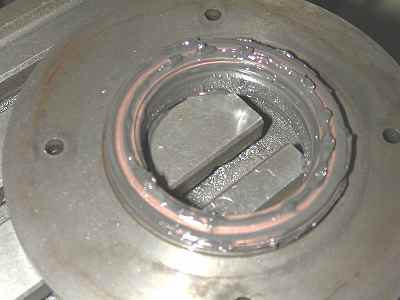 |
モリブデングリースでべっとり 白くわだちの様に筋が付いて ベアリングの外周の跡が 付いています、此処でベアリングが がたつかないようにしている 内周の所も少し当たっているような |
 |
此を少し内周に当たる 部分を削って しっかり削れなかったので 以前と変わらないようだ |
 |
凄くツルツルしている まあ此で良しとしておきます |
| 2003-10-17追記 | |
 |
10ミリの4歯のエンドミルにて 回転900R/M位 切り込み量、左から 1ミリ、2ミリ、3ミリ 最後の3ミリでは 凄い音になるので油を 切り粉は、もの凄く細い 針のようになります。 凄く送りは遅くしています 此が限界かも |