簡単テーパー角度設定法
1−テーパースライドテーブルの両端が横移動時に0になっていること。
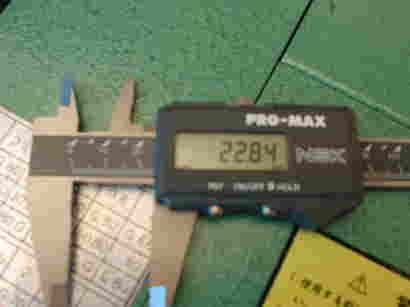
2−CADにて算出した、テーパースライドの両端の差を、2.82mmにセット
3−
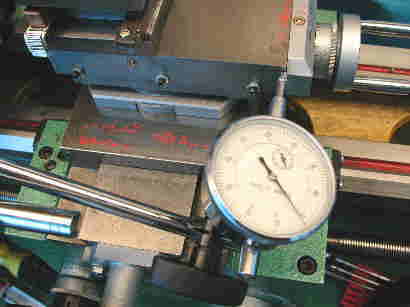
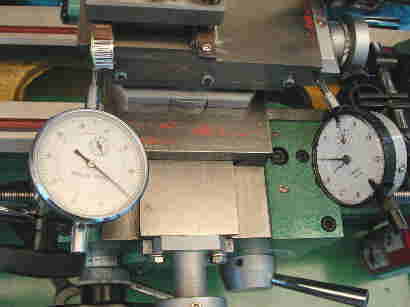
ダイヤルゲージを2個使って、差を出そうとしたがテーパースライドテーブルの中心のガタが多くて何を基準にして良いか解らなくなってきたのでダイヤルゲージは、1個のみ用いて、テーパースライドテーブルを移動して、両端の差を設定したら早く収束しました。
先ず外径削りを、横自動送りにてテーパーの最大径になるまで、切削します。
其れから、テーパースライドテーブルを右側一杯に後退させ、右側のテーパーを完成させます。
横移動をずらして、残りのテーパーの太い方を削ります。
長さと、太い方の径
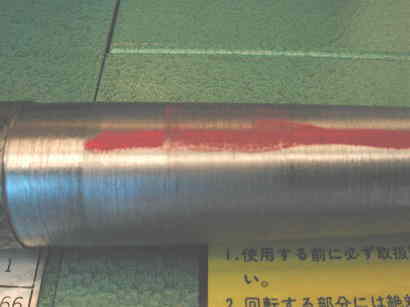
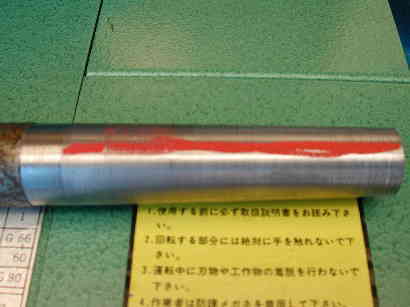
取り敢えず、マーカーを塗布して差し込みました。少し回転させ抜いて当たりを見ます。
テーパーの太い方の当たりが出ています。
此は、2回に分けて切削しているので2回目の太い方の処理の、全体が当たっています。
テーパースライドテーブルが長くて一気に切削可能ならば、平均に当たりが出ると言うことになります。
テーパーの太い方が、全て平均して当たっています。
前回スリーブを切削したのとは全然当たり具合が異なりよい結果が出ています。
コレットチャックの引き棒製作
14パイの丸棒を12.5パイに外径を自動送りにて加工
その後両端に、M12のネジを切ります
市販の、三角チップの付いた物で最初切削したが、表面がざらざらで、一寸悩みました。
その後、先端を少し殺したら、綺麗な面が出来ました。
此が、超硬バイトでも研削可能な
ダイヤモンドラッパーです。
240番と320番です
一寸油に浸けて置いたら
少しこすると削れすぎてしまって
石油に付けると書いてあり一寸焦っています。
ねじ切りヘールバイトです。
角度出しのゲージが無いので
ナットで誤魔化しています。
このバイトは少し切れ込みを深くしたら
食い込み、少し先端が欠けてしまいました。
でも予備があったので助かりました。
一番右の、3段並んでいるのが
ねじ切り用のギアーです
前回は間違えて1.25にセットしましたが
今回はちゃんと1.75にセットしました。
M12の長ネジが有ればこんな苦労はしないのですが
旋盤が有れば、ロッド棒さえ有ればネジが作れるので
これまた、安心です。
スリーブを削り直したので、少し偏芯したようです。
スリーブの出口で2/100ミリ程度の振れ
コレットチャックに12ミリのエンドミル装着後
エンドミルの口元で 5/100振れていました
素人が此処まで出来たと言うことで
取り敢えず満足しましょう。
後で、サーボによる、NCでのテーパーもやってみます。
理論上では、1回でテーパーを削るので
もっと芯ブレが無くなるはずです。
引きネジの上の部分、逆ネジが作れないので、ダブルナットにして緩み防止としています。
お礼
テーパーの種類などの資料を探して頂いた、多数の方。
kuboyaさんに教えていただきました。
実物計測には、
なつおさんに協力していただきました。バイトの選択や研ぎ方まで色々有り難うございます。
masamotoさんにも協力していただきました。材料選別など色々なアイデア有り難うございました。
奈良の釦屋さんにも協力していただきました。
色々なアイデアやアドバイス有り難うございます。
Rockeyさんにも協力していただきましたモールステーパーの表有り難うございました
材料を提供してくださった方にも感謝します。